Un controllore logico programmabile è costituito da una parte hardware e da
una parte software, che esigono diverse procedure di installazione e
manutenzione.
Per la messa in opera di un PLC, al fine di
garantire un corretto funzionamento, oltre alla sicurezza dell’impianto e del
personale ad esso preposto, è necessario considerare alcuni aspetti: la corretta
installazione, la protezione contro i disturbi di natura elettrica e, infine,
l’ambiente (temperatura, pressione, ecc.) con le sue caratteristiche
critiche.
Prima dell’installazione, è importante leggere sul manuale del
controllore le istruzioni per il montaggio, in quanto, se è vero che esistono
alcuni aspetti sempre validi, bisogna tenere conto anche delle caratteristiche
specifiche di ogni PLC. Il controllore viene collocato in genere in armadi
elettrici, e normalmente, si trova con altre apparecchiature elettroniche ed
elettromeccaniche (relè, contattori, convertitori di frequenza, ecc.),
appartenenti a circuiti di comando e di potenza.
L’installatore deve
attenersi, nella realizzazione dell’impianto di una macchina industriale, alle
indicazioni fornite dalle norme CEI 44-5, versione italiana della norma
europea EN 60204-1, equivalente alla Pubblicazione IEC
204-1: “Sicurezza del macchinario. Equipaggiamento elettrico delle
macchine. Parte 1: Regole generali”.
Installazione cablaggio dei
conduttori.
La disposizione dei conduttori all’interno del quadro
elettrico diventa elemento fondamentale per garantire un’elevata immunità dai
disturbi elettromagnetici e, quindi, porre al riparo il controllore da eventuali
malfunzionamenti. Nel cablaggio interno all’armadio, la disposizione dei
conduttori gioca un ruolo importante ai fini della sicurezza dai disturbi.
Risulta opportuno, come consigliato da alcuni manuali dei PLC
(per esempio Omron), suddividere i vari conduttori in
gruppi.
Gruppo 1 (alta sensibilità):
- conduttori schermati per dati e ingressi ad alta velocità (per encoder incrementali);
- conduttori schermati per segnali analogici;
- conduttori non schermati per tensioni continue e alternate con valori inferiori o uguali a 60 V;
- conduttori schermati per tensioni continue e alternate con valori inferiori o uguali a 230 V.
Gruppo 2:
- conduttori non schermati per tensioni continue e alternate con valori maggiori di 60 V e inferiori o uguali a 230 V.
Gruppo 3:
- conduttori non schermati per tensioni continue e alternate con valori maggiori di 230 V e inferiori o uguali a 1 kV.
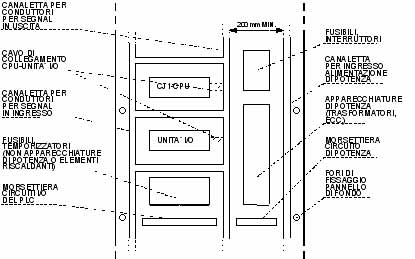
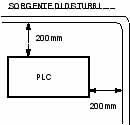
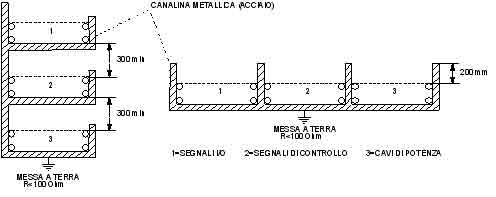
I gruppi di conduttori citati precedentemente vanno disposti separatamente nel quadro elettrico, utilizzando apposite canalette o fasci di cavi separati. Tra i conduttori di segnale e i cavi di potenza con tensione maggiore di 500 V va sempre mantenuta una distanza minima di 100÷300 mm (ad esempio, 300 mm nel PLC Omron C20).
Se l’installazione richiede l’impiego di cavi schermati, si devono collegare gli schermi ad un’apposita sbarra di intercettazione. Lo schermo dovrebbe continuare sino alle apparecchiature collegate (per esempio, sensori), ma non deve essere collegato ad esse. Per esempio, se il PLC Omron CJ1 ha le linee I/O (all’esterno del quadro elettrico) installate in prossimità di cavi di alimentazione di potenza pari a 400 V, 10 A o a 220 V, 20 A, questi ultimi devono essere collocati ad una distanza di almeno 300 mm se le rispettive canalizzazioni sono parallele; se i cavi devono essere inseriti nella stessa canalizzazione, nel punto di collegamento all’apparecchiatura, occorre schermarli con una piastra metallica collegata a terra (R<100 Ω).
Al fine di facilitare il montaggio e la rimozione del PLC, è opportuno che le
canaline siano poste ad una distanza minima di circa 40 mm dal
PLC, mentre i cavi di collegamento tra i dispositivi devono essere
allentati di circa 30 mm per avere la possibilità di sfilare le morsettiere dei
moduli I/O in caso di sostituzione degli stessi.
Per quanto riguarda la
disposizione dei conduttori all’esterno del quadro (e all’interno dello stesso
edificio), risulta opportuno stendere i cavi su supporti metallici porta
cavi.
I punti di giunzione dei supporti porta cavi (per esempio, passerelle)
devono essere collegati galvanicamente fra di loro e vanno effettuati
collegamenti verso la terra locale ogni 20÷30 m.
Nello stesso supporto porta
cavi si possono stendere insieme:
- conduttori non schermati per segnali digitali con tensione minore o uguale a 60 V;
- conduttori schermati per dati e segnali analogici;
- conduttori schermati per segnali fino a 230 V.
Per quanto riguarda la posa dei cavi fuori degli edifici, vanno rispettate le norme di protezione antifulmine e di messa terra. In particolare, per la protezione antifulmine all’esterno dell’edificio, occorre stendere i cavi in tubi di metallo messi a terra da entrambi i lati, oppure in canali porta cavi in cemento completamente armato, oppure in cavi antifulmine. Per quanto riguarda i cavi, questi devono essere normalmente schermati. Lo schermo deve essere capace di condurre corrente e va collegato a terra ad entrambe le estremità.
Per i conduttori di segnali analogici, si devono impiegare all’esterno cavi con doppio schermo. Lo schermo interno va collegato a terra solo ad un’estremità.
Oltre a quanto già esposto, occorre prevedere per i conduttori di segnale appositi elementi di protezione dalle sovratensioni (VDR e scaricatori a gas inerte); questi dispositivi vanno disposti all’entrata dei cavi nell’edificio o almeno nell’armadio elettrico. Naturalmente, le misure protettive antifulmine richiedono un esame specifico per ogni impianto.
Può essere opportuno bilanciare i potenziali tra due apparecchiature collegate; nel caso di impiego di cavi schermati, occorre stendere un conduttore equipotenziale con una impedenza minore, uguale al 10% di quella dello schermo del cavo. Se i carichi collegati alle uscite sono di tipo induttivo, come contattori, relè ed elettrovalvole, occorre installare in parallelo al carico un soppressore di disturbi formato da un gruppo RC (AC o DC), o un VDR (AC o DC) o un diodo (DC).
Non si devono utilizzare, per l’illuminazione del quadro elettrico, normali lampade fluorescenti, essendo causa di forti disturbi. Qualora non si possa fare a meno di questo tipo di lampada, diventa necessario attuare i seguenti provvedimenti: collocare una griglia metallica di schermatura sopra la lampada, utilizzare un cavo di alimentazione schermato e far uso di un interruttore di comando in capsula metallica, di un filtro di rete o di un conduttore di rete schermato. Per facilitare il cablaggio, esistono apposite plafoniere precablate che incorporano un filtro antidisturbo ed uno starter di tipo elettronico.
Bisogna prevedere, per l’alimentazione delle unità di programmazione (per esempio, un personal computer portatile), in ogni quadro elettrico contenente un PLC, almeno una presa a 220/230 V AC, da utilizzare in caso di manutenzione, alimentata dalla rete e collegata al conduttore di protezione dell’armadio. Si ricorda di non inserire o rimuovere parti di PLC (moduli, CPU, ecc.) quando il sistema è alimentato, al fine di evitare un loro eventuale danneggiamento.
L’alimentazione di un PLC può venire effettuata sia in DC sia in AC, a seconda del tipo di controllore scelto e in base al tipo di alimentazione disponibile. Normalmente, vengono alimentati a 24 V DC o a 115/240 V AC, dove gli ingressi e le uscite possono essere alimentati a diverse tensioni e tipo di corrente.
Morsetti di interfaccia.
I PLC lavorano in collaborazione con apparecchi periferici dai quali ricevono ed ai quali inviano dei segnali elettrici. Questi apparecchi (per esempio, interruttori e finecorsa), collegati agli ingressi dei controllori, inviano segnali di comando, mentre apparecchi (per esempio contattori per il comando di motori), collegati alle uscite, ricevono segnali elaborati dal PLC per il comando di utilizzatori.
I dispositivi di interfaccia sono utilizzati, in questo caso, per collegare i controllori programmabili e gli apparecchi periferici.
Questi dispositivi possono svolgere le seguenti funzioni:
- collegamento di apparecchi ed impianti con differenti livelli di segnale, per esempio sistemi elettronici, a potenziale diverso tra di loro e sistemi elettronici con apparecchi elettromeccanici;
- separazione galvanica tra ingresso e uscita del morsetto di interfaccia e, quindi, tra i diversi circuiti collegati ad esso;
- nessuna trasmissione di sovratensioni causate da manovre di apertura di apparecchi elettromeccanici e da disturbi atmosferici;
- amplificazione di deboli segnali di comando, permettendo, per esempio, l’accoppiamento di uscite di sistemi elettronici a bassa caricabilità (uscite a transistor) con apparecchi elettromeccanici. Un caso tipico sono le bobine dei normali contattori che, altrimenti, non potrebbero comandare direttamente a causa del loro elevato assorbimento di corrente;
- ridotto assorbimento della bobina (0,5 W a 24 V, 1 W a 110 V o a 220 V, ad eccezione del morsetto con 2 contatti di lavoro che assorbe 0,8 W a 24 V);
- ingombro ridotto, pari a 12,5 mm per l’esecuzione ad un contatto, 17,5 mm per l’esecuzione con due contatti di lavoro e 22,5 mm per l’esecuzione con un contatto in scambio.
Sono disponibili morsetti di interfaccia di ingresso, con tensioni di comando in corrente alternata e continua a 24 V, 110 V e 220 V con un contatto di lavoro, e due esecuzioni di interfaccia di uscita, con tensione di comando di 24 V sia in corrente alternata sia in corrente continua, con uno o due contatti di lavoro o con un contatto di scambio.
Questi morsetti sono in genere disponibili per il fissaggio su guida profilata, per un facile montaggio all’interno dei quadri elettrici. Un diodo LED indica la presenza della tensione di comando al relè e, quindi, lo stato di funzionamento dell’interfaccia; il ponte raddrizzatore permette il comando della bobina con corrente continua o alternata e, contemporaneamente, limita le sovratensioni generate alla disinserzione della bobina. La durata meccanica degli apparecchi è di 20 milioni di cicli di manovra, mentre la corrente di impiego dei contatti è di 1,5 A in categoria AC11.
Condizioni ambientali.
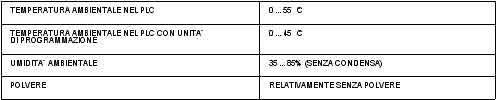
Affinché il controllore possa operare in modo corretto, devono essere garantite alcune condizioni ambientali, quali la temperatura di funzionamento e l’umidità relativa fissate dal costruttore.
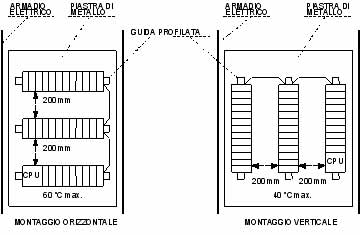
Infatti, molti modelli non devono lavorare a temperature inferiori a 0 °C o maggiori di 60 °C e vanno protetti da brusche variazioni di temperatura che possono dar luogo a fenomeni di condensa. L’umidità relativa dell’ambiente in cui operano non deve essere minore del 30% o maggiore dell’80%. Per quanto concerne la temperatura di funzionamento, è opportuno installare il controllore con i fori per l’aerazione posti in modo da favorire lo scambio termico per convezione. In genere, tale posizione corrisponde a quella orizzontale.
Se tale installazione non fosse realizzabile, si può sistemare il controllore verticalmente, avendo però cura di ridurre la temperatura massima ammissibile all’interno del quadro elettrico di circa un terzo (per esempio, da 60 a 40 °C).
Sia nel montaggio orizzontale sia in quello verticale, è opportuno rispettare le distanze minime tra le unità che compongono il controllore (PLC modulari) al fine di garantire un corretto raffreddamento.
Nel montaggio orizzontale, infine, è bene installare l’unità centrale nella parte bassa del quadro elettrico, onde evitare che questa venga investita dal calore prodotto dalle altre unità. Il controllore deve essere protetto da gas corrosivi o infiammabili, polveri, particelle di sale o ferro (che, da sole o mischiate a vapori, possono diventare conduttrici), spruzzi di acqua, olio o sostanze chimiche.
È perciò necessario che le schede elettroniche siano chiuse in un armadio elettrico che abbia un grado di protezione di almeno IP54, che eviti cioè la penetrazione di polvere e liquidi. Questo tipo di protezione presenta però l’inconveniente di impedire lo smaltimento del calore che si viene a produrre all’interno del quadro elettrico; si ricorre allora ad un sistema di ventilazione, impedendo così che la temperatura superi i 60 °C.
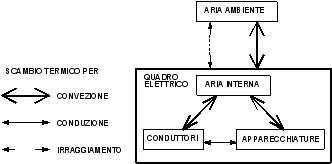
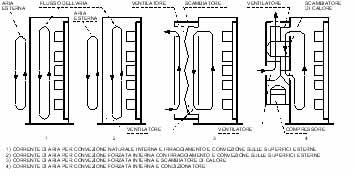
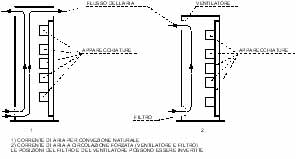
Quando il controllore lavora in ambienti non ostili (assenza di polvere, vapori, ecc.), può essere installato in armadi elettrici con opportune feritoie che consentano lo scambio diretto dell’aria calda che c’è all’interno dell’armadio con l’aria esterna più fredda.
Questo scambio termico può avvenire spontaneamente, in quanto l’aria calda tende a salire verso l’alto, oppure può essere effettuato forzatamente con opportuni ventilatori; in alcuni casi, si rende necessario usare filtri protettivi, disposti in genere nella parte bassa del quadro elettrico. L’impiego di filtri richiede una manutenzione periodica, in quanto il loro intasamento provoca una notevole riduzione del flusso dell’aria, con un conseguente aumento della temperatura interna.
Qualora l’ambiente sia ostile, è necessario proteggere il PLC con armadi aventi un certo grado di protezione (come si è detto, almeno IP54); in questo caso, il calore prodotto all’interno riscalda le pareti dell’armadio le quali, per convezione e irraggiamento, scambiano il calore con l’esterno.
Può essere necessario installare dei ventilatori che, facendo circolare l’aria all’interno, rendono più uniforme la temperatura; si previene così la formazione di sacche d’aria calda, che spesso creano problemi alle schede elettroniche.
Talvolta si utilizzano degli scambiatori di calore aria-aria che permettono di raffreddare l’interno dell’armadio senza che vi sia una via di comunicazione tra l’aria interna e quella esterna, consentendo così un elevato grado di protezione.
Qualora la quantità di calore sia molto elevata, si può ricorrere a scambiatori aria-acqua o a condizionatori che consentano di portare la temperatura all’interno dell’armadio anche a valori inferiori a quelli dell’ambiente esterno, garantendo sempre un elevato grado di protezione.
Nel caso in cui l’altitudine del luogo di installazione dell’armadio elettrico sia superiore ai 1000 m, devono essere usate apparecchiature elettroniche adeguate o declassate secondo le indicazioni del costruttore per tenere conto della riduzione della rigidità dielettrica dell’aria e del suo ridotto effetto raffreddante.
Se il quadro elettrico dovesse, invece, lavorare in ambienti con basse temperature, si possono utilizzare resistenze anticondensa, che permettono di mantenere una temperatura positiva (>0 °C) all’interno dei quadri ed evitano dannose formazioni di condensa, dovute alle differenti temperature determinate dal funzionamento dei componenti elettrici ed elettronici.
Le suddette resistenze hanno un corpo in alluminio con grandi alette, al fine di garantire un buon irradiamento del calore; possono essere dotate di un ventilatore che migliori l’efficacia della resistenza riscaldante, aumentando la convezione dell’aria ed evitando così l’accumulo del calore attorno alla resistenza.
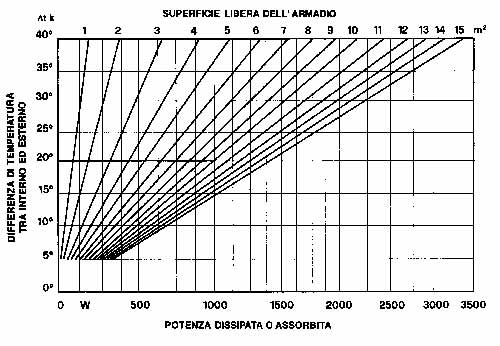
È possibile calcolare la potenza raffreddante W di un condizionatore necessaria in un armadio elettrico con la seguente formula pratica:
W = S × k × Δt
dove:
S = l’intera superficie libera dell’armadio [m2]
k = coefficiente di scambio termico [circa 5 W × m2 × h × °C per gli armadi in lamiera]
Δt = differenza di temperatura tra l’interno e l’esterno dell’armadio.
Mentre quando la temperatura dell’armadio è superiore alla temperatura esterna si ha un vantaggio, nel caso inverso (temperatura esterna superiore a quella interna) la potenza che l’armadio riceve dall’ambiente dovrà essere tolta dal condizionatore insieme alla potenza prodotta dalle apparecchiature elettriche.
I costruttori di quadri elettrici forniscono delle tabelle e/o programmi per personal computer che consentono di determinare la portata di un ventilatore o la potenza raffreddante di un condizionatore per armadi, in base alla potenza interna dispersa in calore ed alla differenza di temperatura fra l’interno e l’esterno del quadro.
Nella definizione della portata dei ventilatori, è sempre bene considerare una riduzione del rendimento fino al 20% in seguito alla progressiva saturazione dei filtri (lavabili in acqua o con un soffio di aria compressa).
È bene, infine, evitare che il controllore sia esposto alla luce solare diretta e che lavori in ambienti con forti vibrazioni o urti superiori ai livelli indicati dai costruttori.
Sicurezza in fase di installazione. Al momento dell’installazione di un controllore programmabile è necessario tenere conto anche dei rischi che possono derivare al personale nell’eventualità che accada un guasto all’impianto.
Oltre alle indicazioni precedentemente riportate, vengono segnalati di seguito altri elementi utili per il conseguimento di una maggiore sicurezza (si veda la norma europea CEI EN60204-1 e l’esempio di fig. 12 relativamente ad un teleinvertitore a comando manuale). Un sistema può essere definito sicuro quando la possibilità che compaia un guasto non produce effetti pericolosi; si ha sicurezza totale quando un eventuale guasto non produce in ogni caso situazioni di pericolo.
I guasti possono essere di tipo passivo o attivo:
- un guasto passivo si traduce in un circuito di uscita aperto, cioè non determina nessuna attivazione di attuatori esterni;
- un guasto attivo produce l’attivazione di un’uscita.
L’installazione del PLC deve perciò prevedere un circuito di sicurezza e particolari accorgimenti.
Nella maggior parte dei PLC sono disponibili dei bit di sistema e dei bit di difetto che, se utilizzati in modo opportuno dal programma utente, possono aumentare il grado di sicurezza dell’automazione; questi bit possono, ad esempio, interrompere l’elaborazione del programma e disattivare tutte le uscite se arriva un apposito segnale dall’impianto.
Sempre al fine di ricercare una maggiore sicurezza, è bene ridurre il più possibile il tasso di guasto di una apparecchiatura.
Nel campo dell’automazione, è statisticamente provato che la maggior parte dei guasti si verifica nei trasduttori, negli attuatori e negli organi meccanici. Risulta quindi di particolare importanza l’utilizzo delle funzioni diagnostiche del PLC, al fine di ridurre i tempi di ricerca dei guasti e dei difetti di funzionamento.
I PLC hanno in genere dei dispositivi di autodiagnosi che consentono di verificare il corretto funzionamento dei loro organi interni e delle periferiche.
Sono presenti, per esempio, circuiti che controllano l’integrità del modulo CPU, del programma applicativo, della memoria e dei circuiti I/O.
Questi test vengono effettuati mediante dei LED posizionati sul pannello frontale delle apparecchiature; inoltre, nel programma applicativo, possono essere utilizzati dei bit di sistema di diagnosi di eventuali guasti.
In generale, per effettuare un’installazione che garantisca un elevato grado di sicurezza, occorre considerare i seguenti punti.
- Le apparecchiature collegate ad un PLC dovrebbero comprendere dispositivi di
comando interbloccanti ed interruttori di sicurezza che impediscano il
funzionamento durante un guasto dell’impianto.
- L’alimentazione dell’equipaggiamento elettronico deve essere sempre derivata
da un trasformatore d’isolamento, collegato a valle dell’interruttore generale,
ed utilizzato anche per gli altri circuiti ausiliari della macchina o dedicato
esclusivamente alla componente elettronica.
- I dispositivi d’ingresso devono essere normalmente costituiti da contatti in
chiusura (NO), tranne che per le funzioni di arresto, alle quali è richiesto un
contatto in apertura (NC).
- Occorre provvedere all’interruzione delle uscite ritenute critiche, ai fini
della sicurezza, quando la macchina non è in funzione o quando si deve
intervenire all’interno della macchina stessa (messa a punto, manutenzione,
ecc.). Il circuito di tali uscite deve essere interrotto da un contatto pulito
di un interruttore o di un relè e non da un dispositivo a semiconduttore
(transistor, Triac).
- Ogni modulo o circuito di uscita va collegato ad un solo carico ed in
conformità alle specifiche del costruttore (per ciò che attiene, per esempio,
alla potenza massima assorbita e alla sopportabilità in termini di potenza
reattiva).
- Bisogna escludere il controllo dal PLC con una predisposizione esterna e
realizzare un comando ad impulsi esterno per la messa a punto della macchina o
per il caricamento del programma; in caso di guasto del PLC, devono rimanere
efficaci i dispositivi di emergenza e gli interruttori di sicurezza. Questi
dispositivi di sicurezza devono agire direttamente sugli organi attuatori nella
parte di potenza del comando.
- In presenza di comandi a distanza, la cui attivazione potrebbe produrre
sulla macchina situazioni di pericolo, è necessario prevedere un dispositivo di
esclusione a chiave, che consenta ai manutentori ed agli operatori di porsi,
all’occorrenza, in situazioni di sicurezza contro avvii o consensi intempestivi
provenienti da zone remote.
- Per l’utilizzo delle funzioni di sicurezza, l’impiego del PLC è fortemente
limitato. Infatti, per funzioni di emergenza in categoria 0 (arresto mediante
sospensione dell’energia), non può essere usato il PLC; per funzioni di
emergenza in categoria 1 (arresto controllato), bisogna preferire in ogni caso
componenti elettromeccanici cablati.
Se comunque è necessario utilizzare un PLC, esso deve fornire una protezione, in caso di guasto, equivalente a quella di un equipaggiamento elettromeccanico con funzioni di sicurezza. Per soddisfare queste rigorose richieste si è affermata un’architettura ibrida. L’impianto viene comandato da un PLC, mentre per le funzioni di sicurezza sono utilizzati circuiti con componenti elettromeccanici. È necessario prevedere, quindi, un circuito, con pulsanti di emergenza o finecorsa di sicurezza, per l’interruzione generale dell’alimentazione di tutti gli organi di uscita del PLC (può essere tolta anche l’alimentazione ai circuiti di ingresso), oppure per provocare l’arresto del motore che muove la parte dell’impianto che il finecorsa è chiamato a proteggere. Con l’azionamento del dispositivo di emergenza deve essere garantito il raggiungimento di uno stato non pericoloso per le persone e per l’impianto.
Per esempio, gli attuatori e gli azionamenti, dai quali possono dipendere stati pericolosi (come l’azionamento di un mandrino di una macchina utensile), devono essere disinseriti; al contrario, gli attuatori e gli azionamenti, il cui disinserimento è pericoloso per le persone e per gli impianti (per esempio, dispositivi di bloccaggio), non devono essere disattivati. Allo scopo di prevenire gli effetti legati ad un malfunzionamento della CPU, si può utilizzare un’uscita esterna speciale che si attiva quando si verifica un guasto interno al PLC. Con questa uscita è possibile, mediante il circuito di sicurezza, porre l’impianto in condizioni sicure.
Qualora tale uscita non sia presente, è disponibile un’uscita interna speciale che cambia stato logico quando si ha un malfunzionamento alla CPU. Con essa è possibile attivare un’uscita esterna, ottenendo così il medesimo risultato visto in precedenza (nei PLC Omron C40H oppure CQM1H, per esempio, l’uscita interna speciale 25313, normalmente chiusa, può attivare una qualsiasi uscita esterna).
- È necessario predisporre all’interno del programma del PLC la gestione dei
dati che possono arrivare in caso di azionamento dei dispositivi di sicurezza,
dotati di ulteriori contatti ausiliari e installati per questo scopo.
- Occorre prevedere, nel caso di interruzioni del programma principale a causa
dell’azionamento di un dispositivo di emergenza, un secondo programma che
gestisca la situazione di emergenza; le norme antinfortunistiche impongono che,
dopo ogni interruzione del programma, questo debba poter essere completato, o
che le parti della macchina o dell’impianto possano essere ricondotte in
sicurezza nello stato di inizio ciclo.
- Le apparecchiature in uscita vanno collegate fra un morsetto di output del
PLC e l’altra polarità del circuito di alimentazione. Può però essere
necessario, a volte, collegare il contatto NC del relè termico fra la bobina del
contattore e la polarità dei comandi collegata al circuito di protezione
equipotenziale, al fine di disattivare il motore asincrono, per così dire, via
hardware. È bene effettuare però il cablaggio con cura, in modo che vengano
scongiurati i guasti a massa nel tratto di connessione fra questo e la bobina.
Un guasto del genere cortocircuiterebbe il contatto del relè termico, inibendo
l’azione protettiva, demandando l’arresto dell’impianto al solo PLC e, solo nel
caso che questi riceva il segnale dal contatto NO, del relè termico. Questo
problema può essere risolto utilizzando PLC con uscite separate, per esempio a
relè, che poi vengono collegate tra di loro in modo opportuno.
- È indispensabile ottenere una buona messa a terra, che è sempre molto
importante nella progettazione dell’impianto. Infatti, parti metalliche
accessibili non devono costituire un pericolo quando vengono toccate, anche in
presenza di guasti. Questa esigenza è soddisfatta se tutte le parti metalliche
con le quali si può venire in contatto, quali le guide di montaggio, i montanti
di sostegno e l’armadio elettrico, sono collegate in modo elettricamente sicuro
con il conduttore di protezione PE. La massima resistenza ammissibile tra il
punto di allacciamento al conduttore di protezione e la parte da proteggere
accessibile al contatto deve essere di 0,5 W.
- Bisogna sopprimere o attenuare gli eventuali disturbi da rumore elettrico. I problemi dovuti ai disturbi elettrici sono prevalentemente riscontrabili sotto forma di guasti software e, in minor numero, sotto forma di danni provocati all’hardware: ciò comporta comunque, in entrambi i casi, un malfunzionamento dell’impianto.
Quando si verifica un guasto di tipo software, il programma si modifica e, generalmente, il controllore va in blocco, inviando una segnalazione di errore e disabilitando le uscite.
Come si è già detto, se il guasto modifica lo stato degli I/O, si possono verificare una movimentazione o operazioni errate della macchina che il PLC controlla.
Si deve in questo caso provvedere all’installazione di circuiti di autoprotezione, specialmente quando si tratta di uscite che possono diventare pericolose per l’operatore o per la macchina. La protezione può essere di tipo software, elettromeccanica o comprendere entrambe le soluzioni, ovviamente coordinate. Nel primo caso, si possono portare le uscite ritenute pericolose su degli ingressi, mandando in blocco la macchina o azionando degli allarmi.
È possibile rendere più sicuro l’impianto utilizzando contatti elettromeccanici sia in ingresso sia in uscita, per esempio sul ciclo manuale.
Alcune case costruttrici hanno in listino dei moduli di uscita a Triac o a transistor autoprotetti.
In questi moduli, si trovano circuiti che controllano l’eventuale discordanza tra il segnale di comando proveniente dall’unità centrale e il segnale che realmente si ha sul campo esterno (se il segnale di comando dice al Triac di condurre, ma questo è interrotto a causa di un guasto, l’uscita non si attiverà), provocando, in caso di errore, la bruciatura di un fusibile di protezione e isolando in tal modo quell’uscita dal circuito esterno al PLC.
Installazione del software. L’installazione del software può avvenire in vari modi:
- mediante la tastiera dell’unità di programmazione;
- installando una EPROM/EEPROM, con il programma precedentemente memorizzato, e facendone una copia nella RAM;
- trasferendo da una memoria di massa (floppy disk, memory card) il programma in RAM;
- sostituendo la RAM dell’unità centrale con una EPROM/EEPROM su cui è memorizzato il programma che deve eseguire il controllore. Quest’ultima soluzione è da preferire se ci si vuole mettere al riparo da possibili perdite di memoria, causate da mancanza di alimentazione per lo scaricarsi della batteria tampone.
In questi casi, è opportuno prima scaricare l’eventuale elettricità statica accumulata dal corpo umano toccando un oggetto metallico collegato a terra, e poi effettuare le operazioni sulle memorie. Quando si installano memorie a semiconduttore, bisogna ricordarsi sempre di scollegare l’alimentazione del PLC.
Dopo aver effettuato il trasferimento del programma nel PLC, si deve verificare che il programma installato sia identico a quello contenuto nella memoria da cui il programma è copiato. In alcuni PLC, e in determinate situazioni, è possibile eseguire una simulazione del programma dopo averlo caricato, anche senza mettere in funzione l’impianto. Questa caratteristica è particolarmente utile, quando il programma è di grosse dimensioni e la sequenza prevede situazioni pericolose o critiche.
Risulta di notevole aiuto, durante questa fase, la possibilità che hanno alcuni controllori di eseguire tutto il programma una riga alla volta: in questo modo è agevole seguire l’andamento del ciclo e verificare le reazioni dell’impianto.
Può essere utile durante la fase di collaudo, mediante l’unità di programmazione, forzare degli ingressi o delle uscite per verificare il funzionamento del programma e dei collegamenti I/O. Dopo aver trasferito il programma e averlo collaudato, è opportuno, sempre per motivi di sicurezza, scollegare dal PLC l’unità di programmazione, onde evitare che qualche operatore inesperto possa modificare il programma o addirittura cancellarlo, con evidenti danni all’impianto e alle persone.
Qualora fosse necessario modificare, durante il funzionamento dell’impianto, il valore di preset di temporizzatori o contatori, si possono utilizzare apposite unità predisposte per questo scopo (pannelli per operatori, unità di supervisione, ecc.).
Normalmente, l’impiego dell’apparecchiatura di programmazione non deve interferire con i dispositivi I/O del PLC; quindi, non si deve lasciare l’unità di programmazione collegata al controllore durante il normale funzionamento dell’impianto, evitando così sia malfunzionamenti sia avviamenti o arresti intempestivi dell’impianto, pericolosi per il personale di servizio e per l’impianto stesso.
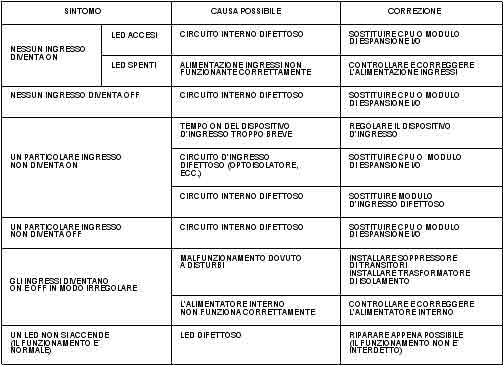
Manutenzione.
Un’adeguata manutenzione del PLC garantisce che tutto l’impianto funzioni regolarmente e in regime di sicurezza, riducendo al minimo i fermi macchina e assicurando una lunga durata del controllore.
Tutti i PLC hanno, in varia misura e con differenti modalità, sistemi di autocontrollo; è per mezzo di essi che vengono poi emesse segnalazioni luminose, oppure messaggi alfanumerici visualizzabili sulle unità di programmazione, che permettono all’operatore di individuare più velocemente l’anomalia.
Oltre ai messaggi di errore, a volte espressi anche solo da un numero, il manuale o, nelle apparecchiature più sofisticate, la stessa unità di visualizzazione o di programmazione, forniscono un insieme di informazioni per ogni specifico guasto.
Sul PLC sono generalmente presenti dei diodi LED che, a seconda del loro stato (spento, lampeggiante, acceso, tipo di colore), forniscono utili indicazioni sullo stato del controllore.
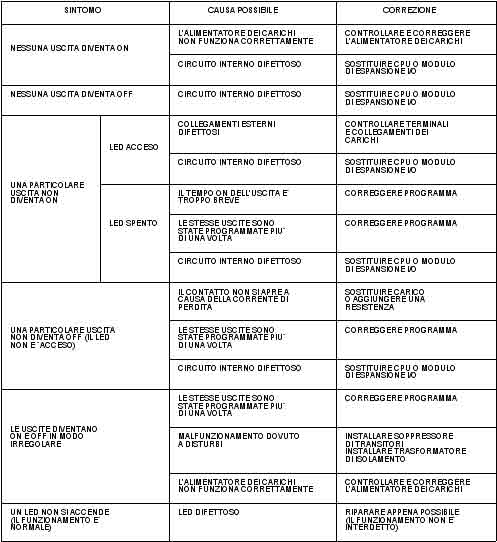
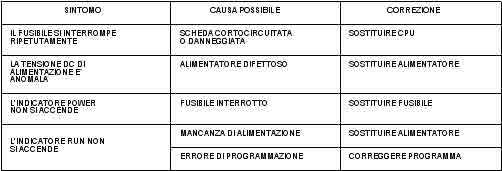
La manutenzione ordinaria può prevedere controlli semestrali o annuali; se il controllore lavora in situazioni difficili, è opportuno aumentare la frequenza delle ispezioni. Per la manutenzione ordinaria e straordinaria si possono utilizzare i diagrammi di flusso o le tabelle che i manuali dei PLC in genere forniscono.
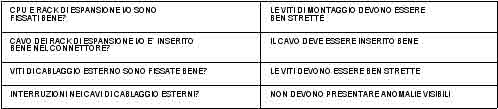
Si possono comunque dare alcune semplici indicazioni su come comportarsi:
- controllare che le viti di fissaggio siano correttamente serrate;
- verificare che i cavi di collegamento siano ben inseriti nei morsetti;
- stringere bene le viti di fissaggio dei morsetti;
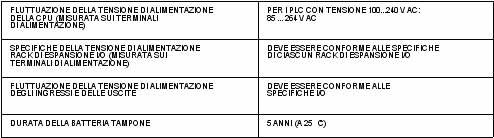
- controllare la batteria che, normalmente, ha una durata di 5 anni: dopo la sostituzione, indicare con una targhetta la data entro la quale si dovrà effettuare la successiva sostituzione;
- togliere l’alimentazione del PLC quando vengono sostituite delle parti difettose;
- dopo la sostituzione dei moduli difettosi, verificare il corretto funzionamento del nuovo modulo;
- tenere a magazzino delle unità I/O di ricambio che nel PLC, come si è visto, sono le più soggette a guasti; si evita in questo modo un prolungato fermo macchina;
- quando si spedisce un modulo difettoso per la riparazione, indicare chiaramente il guasto riscontrato, al fine di facilitare l’operazione di riparazione;
- provvedere alla pulizia delle connessioni (che, a causa di polvere, liquidi o ossidi, creano problemi nei collegamenti) utilizzando un panno inumidito con alcol industriale e accertandosi che non rimangano frammenti del panno fra i contatti dei connettori;
- utilizzare per la normale manutenzione dei cacciavite della giusta misura;
- impiegare per le misure elettriche eventualmente necessarie un multimetro digitale o analogico, dotato comunque di una elevata impedenza di ingresso (maggiore o uguale a 10 Ω);
- nel caso di guasti, integrare l’attrezzatura sopra citata con un oscilloscopio portatile con schermo LCD avente una larghezza di banda di almeno 20 MHz ed, eventualmente, con un termometro (per la misura della temperatura) e un igrometro (per la misura dell’umidità) per verificare le condizioni ambientali in cui opera il controllore;
- qualora si debba utilizzare un misuratore della resistenza di isolamento, scollegare le apparecchiature elettroniche, in quanto possono essere raggiunte da tensioni elevate (500/1000 V DC) che sono necessarie allo strumento per funzionare; tali tensioni possono danneggiare i semiconduttori che sono contenuti nelle apparecchiature stesse.
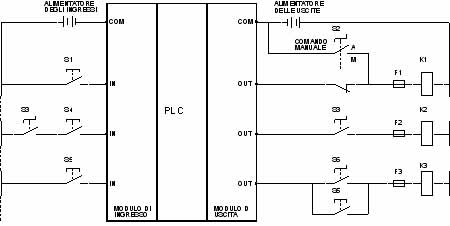
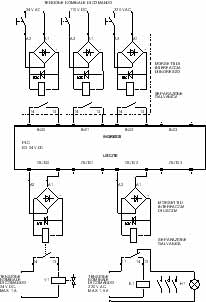
Esempio di applicazione: teleinvertitore a comando manuale. Di seguito è riportato un esempio di come un PLC possa essere utilizzato per una determinata applicazione (nel caso specifico, un teleinvertitore di marcia per un motore asincrono trifase con comando manuale).
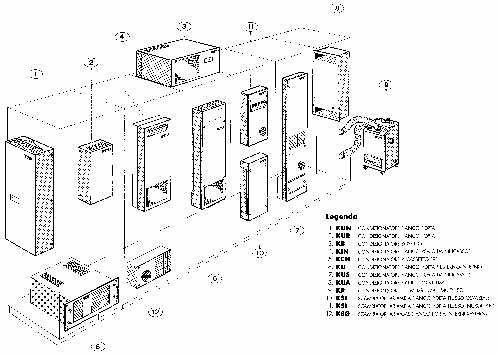
Nello schema sono indicate le seguenti parti: circuito di potenza, circuito di sicurezza, collegamenti alle unità I/O, tabella di assegnazione I/O e programma sia in listato di istruzioni sia in diagramma ladder.
Nello schema di potenza sono presenti, oltre alle protezioni contro i cortocircuiti e i sovraccarichi (interruttori automatici, fusibili e relè termico), anche i contattori che, mediante il loro azionamento, permettono l’inversione di marcia del motore M1. Per limitare i disturbi elettrici che si hanno alla disinserzione del motore M1, in parallelo ad esso è montato un gruppo antidisturbo.
L’impianto è in grado di funzionare solo se la tensione di alimentazione ha un valore compreso tra le tolleranze previste dalle norme CEI. Infatti, un relè di minima tensione toglie l’alimentazione al sistema di controllo (PLC), disabilitando anche il circuito di sicurezza.
Sono presenti i trasformatori o alimentatori, predisposti per l’alimentazione delle apparecchiature sia elettriche sia elettroniche, in grado di garantire l’isolamento galvanico rispetto alla rete di alimentazione e in ottemperanza a quanto previsto dalle norme CEI.
Nell’esempio di seguito riportato, mediante il circuito di sicurezza è possibile disabilitare l’alimentazione dei circuiti di uscita critici (contattori), mantenendo alimentate le uscite che comandano le lampade di segnalazione e consentendo così di fermare l’impianto (arresto del motore M1) anche se il PLC dovesse non funzionare più regolarmente e se i comandi utilizzati durante il normale funzionamento non fossero più in grado di operare.
L’arresto a causa dell’intervento del circuito di sicurezza può avvenire mediante l’azionamento del pulsante di emergenza, mediante l’intervento del relè di minima tensione, oppure mediante l’azionamento di contatti quando segnalano che la CPU del PLC si è guastata.
Il circuito di sicurezza può essere realizzato mediante un contattore ausiliario con autoritenuta o con tre contattori ausiliari e con circuito di controllo a combinazione di sicurezza, che meglio può garantire il proprio funzionamento, verificando ad ogni sua attivazione l’integrità delle apparecchiature che lo compongono (normalmente si utilizzano unità di sicurezza precablate).
Il circuito di sicurezza, qualunque sia il tipo scelto, informa il PLC di un suo intervento mediante un contatto ausiliario collegato ad un suo ingresso, che in questo caso disabilita all’interno del programma le uscite, ma che può in altri casi attivare una procedura di emergenza.
Per garantire una certa immunità dai disturbi elettrici, i contattori del circuito di sicurezza o quelli necessari per il comando del motore hanno, in parallelo alla bobina, un gruppo antidisturbo. Nei collegamenti alle unità I/O si sono rispettate le polarità indicate dal costruttore per ogni modello (NPN, PNP, NPN-PNP, ecc.); in particolare, sono presenti dei fusibili posti in serie alle uscite per proteggere le stesse ed il circuito stampato interno del PLC dai cortocircuiti.
Per quanto riguarda la sicurezza sulle uscite ritenute più critiche (in questo caso i contattori che comandano il motore e non le lampade di segnalazione) sono stati predisposti, non essendo sufficiente per la sicurezza dell’impianto l’interblocco software posto nel programma, un interblocco elettrico e un interblocco meccanico tra i due contattori (che non si devono mai eccitare contemporaneamente in quanto ciò provocherebbe un cortocircuito).
In serie all’alimentazione dei contattori è stato posto, inoltre, il contatto NC del relè termico F2 che consente, sempre per questioni di sicurezza, di diseccitare, via hardware, i contattori qualora si determini un sovraccarico nel motore. Il PLC, comunque, riceve l’informazione del relè intervenuto mediante il contatto NO, consentendo anche all’interno del programma di disattivare le uscite.
Nell’assegnazione I/O, oltre ad indicare a quale ingresso una determinata apparecchiatura (pulsante, selettore, relè, ecc.) è collegata, si indica anche lo stato a riposo, informazione importante al fine della programmazione del PLC.
Con linee di collegamento tratteggiate sono mostrati, inoltre, altri possibili collegamenti (ad esempio, a sensori per gli ingressi e a elettrovalvole per le uscite).
Per quanto riguarda il funzionamento, l’impianto prevede un pulsante di arresto S3, un pulsante di marcia avanti S4 e un pulsante di marcia indietro S5.
Il PLC, inoltre, controlla lo stato reale dei contattori, che comandano il motore, mediante l’apertura e la chiusura di due contatti ausiliari utilizzati come segnale di consenso.
| Allegati scaricabili |
 I controlli logici programmabili I controlli logici programmabili |